Leave your contact details and our
consultant will contact you
The G31 or G31.x command allows you to move the axes to the specified position.
Using command G31 G31 or G31.x requires an encoder.
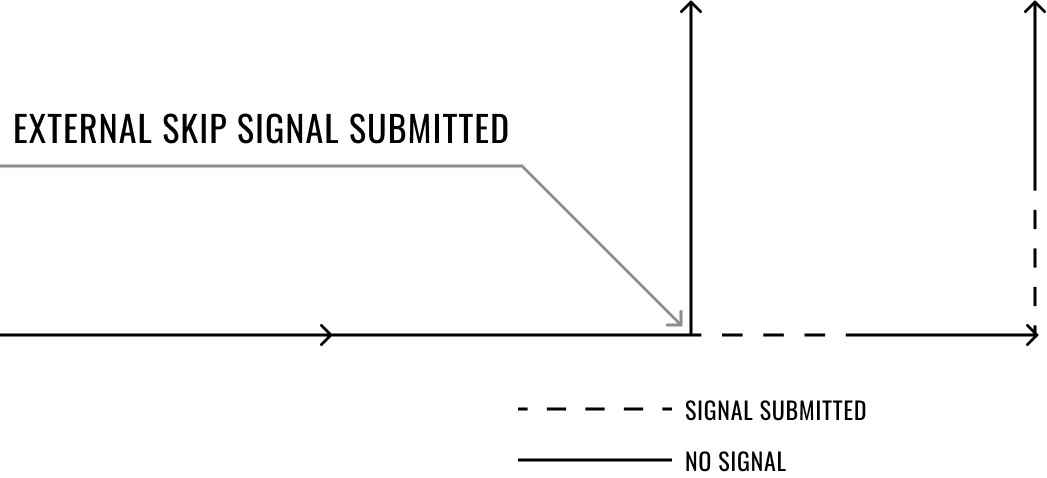
Movement by command G31 or G31.x is performed either until the specified position is reached, or until the signal of the additionally installed encoder (skip signal) is received.
You can use the X, Y, Z or A axis and specify the end point for that axis. You can assign any feedrate you want, otherwise the last commanded feedrate will be used.
The probing command will be executed until the probe hits or a certain distance is covered.
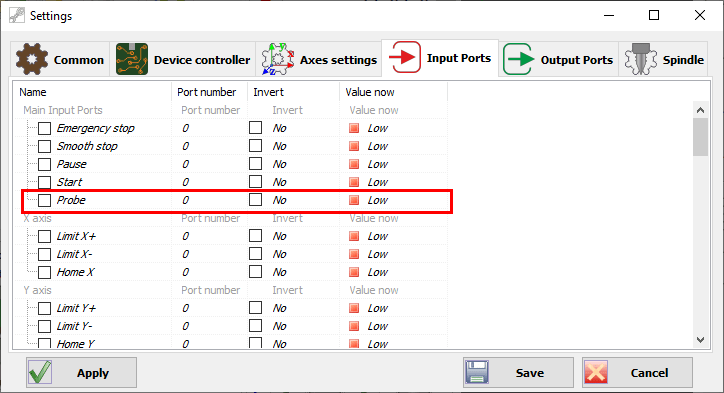
In DrufelCNC, you can use G31, G31.0, G31.1, G31.2, G31.3, G31.4, G31.5, G31.6, G31.7, G31.8, G31.9 (provided that these sensors are enabled and configured).
G31 - Probe
G31.1 - Probe 1
G31.2 - Probe 2
G31.3 - Probe 3
G31.4 - Probe 4
G31.5 - Probe 5
G31.6 - Probe 6
G31.7 - Probe 7
G31.8 - Probe 8
G31.9 - Probe 9