Leave your contact details and our
consultant will contact you

New features of DrufelCNC 1.17:
1. Support for machine and work coordinates
The machine coordinates are the actual coordinates of your axes.
These coordinates are used to define and limit the size of the machine.

Work coordinates are relative to machine coordinates.
These are the coordinates at which the g-code is executed by default.

2. Machine size
With these settings you can customize the machine dimensions, soft limits, home function.

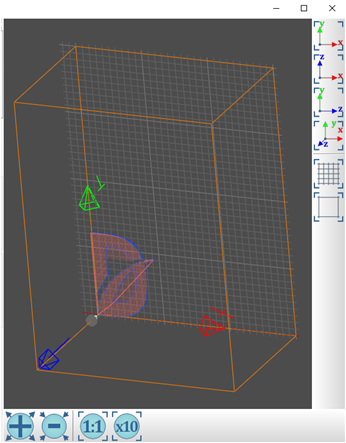
2.1. Axis size
You can customize the min / max limits for your machine. According to these settings in the 3D model window, the dimensions of the axis will be displayed as a quadrilateral in each plane.
2.2. Soft Limit support
If you want the tool to stop when it reaches the minimum and maximum of your axis, use the appropriate constraints. These settings are designed to not damage your machine.

2.3. Home Function support
With these settings you can set the driving direction, priority and speed.
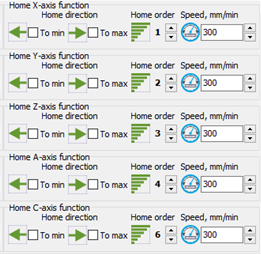
To min - when searching for the home position, the instrument will move to the minimum.
To max - when searching for the home position, the instrument will move to the maximum.
Home order - allows you to specify the order in which the search for the home position is performed for each axis.
Speed is the speed of the tool when searching for the home position.
These settings are for buttons on the main window.

3. Hotkey support
Now you can define your own keyboard shortcuts.
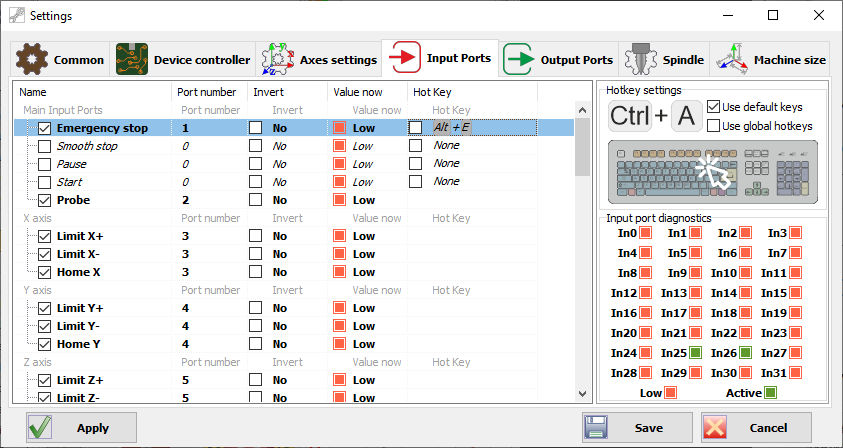
Functions implemented:
Custom hotkeys. You can set your own hotkey for the selected input port.
Use global hotkeys - this function in which if the DrufelCNC window is not active, then hotkeys will still go to DrufelCNC.
Use default hotkeys - this function in which hot keys will work according to the list with which you can familiarize yourself with the program.

4. Input Port Diagnostics support
This panel displays the current state of the controller input ports.

Red LED means there is no signal on the input port. A green LED means there is a signal on the input port.
5. Axis Calibration support
This function is designed to calculate the number of pulses per mm.

Now you can calculate the number of pulses you need in the DrufelCNC program.
To do this, you need to enter the value of the distance by which you need to move the tool.
Next, measure with a ruler the actual segment on which the tool moved and enter the resulting value in the field.
DrufelCNC will then calculate the number of pulses per mm that you need to set for the axis to be calibrated.
6. Manual control
New features have been implemented in the manual control panel. Now you can control the speed.

X1 - 1% of the set speed or minimum speed.
X10 - 10% of the set speed.
X100 - 100% of the set speed.
The current speed is highlighted in green.
7. Support for new G-codes
The new version supports the following G-codes:
G31 - Movement of axes to a given position
G31.1 - G31.9 - Support Probe 1 - Probe 9
G38.2 - Probe towards the workpiece, contact stop, signal error in case of malfunction
G38.3 - probe towards the workpiece, stop on contact
G38.4 - removal of the probe from the workpiece, stop on loss of contact, error in case of failure
G38.5 - probe from the workpiece, stop on loss of contact
8. Surface scanning support
In the new version, it is possible to save the results of surface scanning to a file.
The file is specified using the word ;ProbeFile path to the file
Example: ;ProbeFile D:\probe_result.txt
